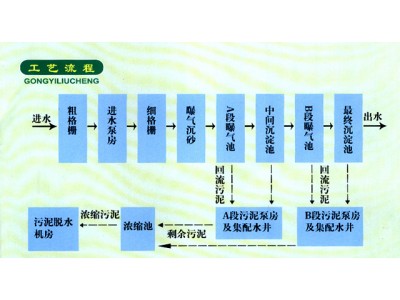
韶钢浓相气力输灰的工艺流程:先打开中间灰仓球阀,再开旋转给料机逐个将布袋除尘箱体中间灰仓的粉尘下卸圆顶阀,再利用高压氮气一次性将所有圆顶阀内布袋灰吹扫入大灰仓,大灰仓经加湿机加湿后直接放入运灰车外运。韶钢8号高炉布袋气力输灰工艺流程如图1所示。由于高炉煤气粉尘中含大量煤气,为确保安全,韶钢气力输灰采用的是氮气作为输灰气源。为节约用气,延缓材料的磨损,采用了浓相输灰技术。
浓相气力输灰原理和工艺流程浓相气力输送技术是将经仓泵加压流化后浓度较高的飞灰输入灰管,并在旁路氮气的静压、动压作用下,使管道中的飞灰呈典型的密相栓流,此时管子底部出现沿管流动的不对称灰粒丘,上部仍为飞灰/空气的弥散状流动。粉料在输送管中以低速、浓相及低动力指数的状态输送,是一种理想的输送方式。
另外,高炉煤气中存在大量水蒸气,当煤气温度较低时,布袋灰尘附着在检测头上,久而久之,探头上会结上一层布袋灰,使料位计失去作用。因此从高位灰仓到中间灰仓的卸灰过程由操作人员定时进行。为防止布袋灰在中间仓停留过久造成布袋灰凝结,一组箱体进行过一次高位灰仓至中间灰仓的卸灰过程,操作人员便起动一次自动输灰。
如何判断输灰过程中管道堵塞,堵塞后程序如何处理。如何判断整组灰仓泵内灰被吹扫干净。中间仓无料位计的情况下,如何判断中间仓内灰有无布袋灰,从而停止自动停止输灰。如何控制仓泵内灰位。若仓泵内灰过多,则会充满圆顶阀到给料机整个空间,造成圆顶阀不能关闭;若仓泵内灰过少,则不能实现浓相输灰。
韶钢气力输灰在解决上述问题上没有采取过多的检测元件,而是巧妙地利用安装在气源侧的压力检测点解决了上述第2 4个问题,后1个问题通过适时自动调整单箱体的卸灰时间来控制。
控制系统组成及特点韶钢8号高炉布袋除尘控制系统采用西门子PCS7作为编程平台制作监控画面,S7 - 400系列PLC和图尔克现场总线模块组成完整的控制系统。
现场各输入信号通过放置于现场的FLDP系列模块采集,然后经PROFIBUS - DP总线上传至中控室CPU,经CPU运算后将控制信号传至放于现场的总线模块输出口,现场总线模块的应用大大减少了电缆数量,给施工和维护带来很大方便,旋转给料机采用了总线型电机起动器,大大简化了控制线路,减少了配电柜的数量。
控制程序流程图及技术要点影响浓相气力输送的因素很多,很复杂。主要有输送物料特性、输送管道特征、输送压力等。由于浓相气力输送规律的复杂性,很难找到通用性很强的反应输送特性和阻力特性的公式,因而要编写一段自动化程度高,最大可能节约输送气体,提高输送气固比,延长输送管道寿命的控制程序存在一定难度。
韶钢高炉煤气力输灰程序如图2所示。文中未作箱体卸灰程序的流程图,它除了实现旋转给料机、卸灰球阀的顺向延时启动,反向延时停止外,还根据上一轮输灰时管路压力的变化情况,自动加长卸灰球阀和给料机的运行时间,确保仓泵内灰不至过多造成堵塞,也不至过少浪费气体。系统巧妙采用了管路气压检测元件,完成了整个输灰过程堵管、通管、空管的测量和6个中间灰仓是否卸灰完的判断。三者关系为堵管压力上限(350 kPa)>堵管压力下限(300 Pa)>空管压力值(30 kPa)。三个值的设定关系到系统清灰顺畅,输送气固比是否合理,不同的系统可能差别较大,需在调试期间总结经验而得。当6个圆顶阀中装满灰时,气源阀打开,管路气压迅速上升。如果灰过多或有较大固体,管路压力可能高于堵管压力上限,此时堵管计时器开始计时,如果经过较长时间,管路压力仍不能下降到堵管压力下限值,则认为管路已经堵塞,自动停止输灰进程,并报警。如果管路下降到堵管压力下限以下,则打开气源阀继续输灰。如果管路压力在设定时间内(大小由调试期间总结管路有灰清吹时气压上升曲线确定,太短,可能误判;太长,则造成最后一轮输灰浪费大量气体)上升超过空管压力值,然后再低于空管压力表明管路清空,且本次卸灰过程有灰,需进入下一轮卸灰、清灰进程。如果管路压力一直不能上升超过空管压力说明本轮卸灰过程没灰被卸下,不进入下一轮卸灰、清灰进程,自动停止。图3反映了一次完整的自动卸灰、输灰过程中管路压力的变化过程。