简介: 采用浸没式MBR,并结合传统的A/O工艺处理高CODcr和高NH3-N浓度的养猪场废水,可有效地实现达标排放。当废水处理站进水水质CODcr为9100 mg/L、BOD5为3788 mg/L、SS为4490 mg/L、NH3-N为450 mg/L时,出水CODcr<85 mg/L,BOD5<10 mg/L,SS<5 mg/L,NH3-N<5 mg/L,达到DB 31/199-1997一级标准。
关键字:养猪场废水 高有机污染物 高氨氮浓度 浸没式MBR
The application of immerged MBR technology for the hoggery wastewater treatment
Zhao Xiuhua, Li Guangming, Wang Hua, Huang Juwen.
(Tongji University, State Key Lab. of Pollution Control and Resource Reuse,Shanghai 200092)
tract: Hoggery wastewater contains a high organic matter and ammoniac concentration, which can be efficiently treated by immerged MBR and A/O process. The inlet concentration of hoggery wastewater is CODcr9100 mg/L,BOD53788 mg/L,SS4490 mg/L,NH3-N450 mg/L; The outlet water has reached the DB31/199-1997 first-class standard (CODcr<85 mg/L, BOD5<10 mg/L, SS<5 mg/L, NH3-N<5 mg/L ) .
Keyword: Hoggery wastewater High organic contamination High ammoniac concentration Immerged MBR
膜生物反应器(MBR)是20世纪60年代发展起来的一种新型高效的生化处理工艺[1]。在短短的几十年里,MBR技术经历了分置式、错流式和浸没式膜生物反应器三个阶段,其中,浸没式膜生物反应器是21世纪公认的最有发展前途的环境治理技术之一[2],也是目前处理高浓度废水[3]和回用[4]的理想技术。
畜禽废水主要有粪便、尿液定期冲洗的“混合系统”和干粪人工铲除、尿液畜禽棚定期冲洗的“干湿分开系统”等两种,其特性是有机物、悬浮物和氨氮污染物浓度高,生化性能好,处理难度前者远远大于后者,若不进行处理直接排放,必将对周围环境造成严重的环境污染。对该类废水,目前常见的处理工艺是“厌氧预处理+好氧处理”,但该工艺处理后排放废水难以达到国家或当地标准。本文针对某“干湿分离系统”养猪场排放的高浓度废水(废水水量20 m3/d,CODcr=9100 mg/L,BOD5=3788 mg/L,SS=4490 mg/L,NH3-N=450 mg/L),吸收传统的“厌氧+好氧”处理工艺成果,采用先进的浸没式生物反应器处理技术。
1 浸没式MBR处理技术
MBR是活性污泥法中的一种,也是利用生物反应槽(曝气槽)内含微生物菌群的活性污泥吸附水体中的有机污染物,并以其为营养物质或增殖材料,使水体中的有机污染物分解达到净化废水的目的。浸没式MBR处理技术是将吸入泵、曝气器和生物反应池为一体式的最新膜生物反应器,膜组件直接放于生物反应器中,膜内流速由空气的搅拌提供。对有机物、氨氮浓度高的畜禽废水,采用前置式反硝化生物脱氮工艺(A/O工艺)[6, 7],与浸没式MBR工艺结合,将弥补传统A/O工艺的不足,并具有以下显著特点:(1)通过反硝化脱氮,彻底消除氨氮对微生物环境的影响;(2)减少了后续硝化过程的外加碱量,和后续硝化过程的曝气量,运行费用省。
与传统的活性污泥法相比,A/O工艺结合浸没式MBR处理技术固液分离效率高,无须二级沉淀池,设备简单,构筑物占有空间小,自动控制稳定,耐负荷冲击能力强,污泥产量少,出水水质稳定等。
2 工艺技术路线
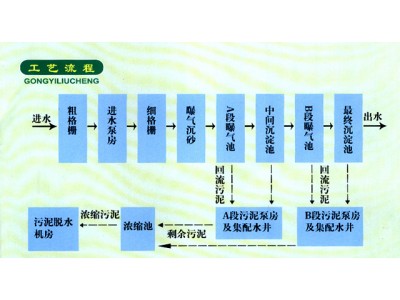
废水首先经过细筛网隔除废水中的悬浮物和杂物后流入调节池,均衡水质水量,然后用泵打入沉淀池进行固液分离,上清液流入MBR处理池,MBR处理池设计为A/O处理系统:在前段,进水与后段的回流水充分混和进行生物反硝化脱氮,在后段进行生物降解和硝化,同时加碱补充氨氮硝化所消耗的碱度,处理后水直接排放。工艺流程见图1。

图1 处理工艺流程图
![]()
图2 某养猪场废水经MBR处理后的出水水质结果
3 结果分析与讨论
该工程施工安装历时2个月,于2000年3月投入活性污泥正式开始工艺调试。通过3个月的调试及6个月的稳定运行,测得进入废水处理站的平均水质与设计水质基本相符,即CODcr=9100 mg/L,BOD5=3788 mg/L,SS=4490 mg/L,NH3-N=450 mg/L。出水水质于达到DB 31/199-1997一级标准。根据出水水质,调试阶段基本共分为5个阶段进行,调试过程表1,出水水质结果见图2。
表1 某养猪场废水调试阶段说明
阶段 | 时间段/d | 现 象 |
I | 0~22 | 驯化阶段 |
II | 23~41 | 出水CODcr 、BOD5和SS达标, NH3-N超标,pH>8.5 |
Ⅲ | 42~90 | BOD5和SS达标,出水CODcr超标,NH3-N超标,pH=5.5~6.5 |
IV | 90~100 | BOD5、NH3-N 和SS达标,出水CODcr超标,pH=7.4~7.8 |
V | >101 | CODcr、BOD5、NH3-N和SS达标, pH=7.5~8.5 |
阶段I:调试工作准备就绪,向MBR池内投入有效池容约7.5%的城市活性污泥,用水加满后,处理系统按设定的程序开始运行。
阶段II:调试至第23天进行第一次取样,出水CODcr小于100 mg/L,但进出MBR池的NH3-N浓度相同,出水pH高于进水,且有大量的泡沫产生。结果表明微生物经22 d驯化后,繁殖速率较高的异养菌增殖迅速,世代时间较长的硝化菌尚未形成优势菌种。由于氨氮浓度高,废水呈碱性而产生大量泡沫。
阶段III:第46天取样时,发现CODcr又出现回升趋势(约300 mg/L),而NH3-N浓度明显下降,出水pH低于进水;在接下来近40 d的调试期间,出水的CODcr稳定在250 mg/L左右,NH3-N稳定在50 mg/L左右,pH小于6。产生该现象的主要原因可从硝化过程机理分析得到解释。
根据硝化过程机理,硝化过程主要包括以下串级反应,即:
由反应(1)可知,废水中1 mol NH4+在溶解氧和亚硝酸菌的作用下,即可产生2 mol H+和1 mol的NO2—。当调试进入阶段III时,废水中的NH3-N浓度下降,pH降低,说明硝化过程反应(1)已开始进行,即废水中的亚硝酸菌和硝酸菌开始生成。由于硝酸菌的产率约为亚硝酸菌的1/2至1/3[1],加上在酸性环境下(pH=6.0~7.2),反应(1)的反应速度大于反应(2),从而使硝化过程中的串级反应(2)的反应速度较小,废水中H+浓度和NO2—浓度累积。因此,废水在进入调式阶段III时,废水中的pH始终较小,出水中的NO2—浓度较高。这与第77天的MBR出水中NO2—高达123 mg/L的分析结果十分吻合。
同时,由于出水pH较低,反应(1)得到抑制,使出水NH3-N基本保持在50 mg/L左右。众所都知,NO2—属还原性物质,理论上1 mg/L NO2--N将产生1.141 mg/L CODcr[1],为证实NO2—对出水CODcr的贡献,在实验室采用测定BOD5预处理的方法将NO2—影响消除,测得CODcr <100 mg/L。该结果表明,阶段III出水CODcr稳定在250 mg/L左右主要是由NO2—累积引起。实验室利用该养猪场的污泥和出水进行小试,发现如果控制pH > 7.5,则出水NH3-N < 5 mg/L,而NO2—浓度不变。这也说明阶段III的硝酸菌浓度由于受废水中酸环境和硝酸菌生成速率的制约,尚未达到需要浓度。因此,在进入阶段III时,废水的pH始终小于6,出水的CODcr稳定在250 mg/L。
为了提高环境pH,促进硝化反应,在调试进入第79天时,向废水中投加NaOH,但实际投加量远大于理论加碱量(理论加碱量=硝化所需碱度 — 进水碱度)。这于MBR池较大和NH4+的缓冲作用有关。所以加碱量逐日提高(350~550 g/t废水),至第87天出水pH才有明显上升趋势。
在阶段III的初期,泡沫仍较多,池内活性污泥随泡沫溢出。当进入第50天时,开始投加消泡剂(约1.5~2.0 g/L),污泥浓度开始增加,废水中泡沫大大减少。
阶段IV:该阶段持续时间约10 d,主要特征是pH保持在7以上,NH3-N < 5 mg/L;由于废水中pH控制较差,出水中CODcr虽有明显下降,但仍稍为超标。这也从一个侧面说明,对高氨氮、高CODcr污染物废水处理系统,处理系统的自动化程度将直接对出水产生重大影响。
阶段V:调试开进入第100天,加药系统、自动控制和反馈系统完全正常,MBR出水全部达到DB 31/199-1997一级标准。此时,硝化系统已完善,加碱量逐日减少(230~140 g/t废水),泡沫产生大量减少,系统不需添加消泡剂。
4 结 论
采用膜分离活性污泥法处理废水在国内进行的试验及工程性试验较多[3,4],但实际工程项目很少。本文采用前置式反硝化生物脱氮A/O工艺,将浸没式MBR装置O级生化池处理畜牧废水这种含高有机物、高氨氮的废水,在国内尚属首次。对于高浓度有机废水,采用膜法处理废水的投资与普通生化法基本相当,但出水水质稳定、污泥量小、占地面积紧凑,运行和管理简单。
本项目以干湿分离系统的畜禽废水为对象,进水CODcr为9100 mg/L,BOD5为3788 mg/L,SS为4490 mg/L,NH3-N为450 mg/L,经浸没式MBR工艺处理后,经过3个月的调试及6个月的稳定运行,共经历了5个阶段,出水CODcr<85 mg/L,BOD5<10 mg/L,SS<5 mg/L,NH3-N<5 mg/L,达到DB 31/199-1997一级标准。因此,该养猪场废水处理项目的成功为浸没式MBR工艺处理畜牧废水提供了宝贵的工程实践。
参考文献
1. 许振良.膜法水处理技术.北京:化学工业出版社,2001.219~260
2. 彭跃莲,刘忠洲.膜生物反应器在废水处理中的应用.水处理技术,1999,25(4):63~69
3. Gunder P,et al. Replacement of secondary clarification by membrane separation results with plate and hollow fiber modules.Wat.Sci.Tech.,1998,38(4~5):383~393
4. 张捍民,张兴文,刘毅慧,等.回用工程的MBR系统设计.给水排水,2002,28(11):
5. 姚来银,许朝晖.养猪废水氮磷污染及其深度脱氮除磷技术探讨.中国沼气,2003,21(1):28~29
6. 张 杰,岳建芝,张立宪,等.SBR工艺及其在养猪场废水处理中的应用研究.北方环境,2004, 29(1):57~60
7. 杨朝晖,曾光明,陈信常,等.规模化养猪场废水处理工艺的研究.环境工程,2002,20(6): 19~21
(收到修改稿日期:2006-02-23)
[1]第一作者:赵修华,男,1965年生,博士,副教授,主要从事过程工业污染与预防控制研究。