摘要:云南某啤酒有限公司地处金沙江流域,产生大量污染极为严重的啤酒废水。废水处理规模:1000m3/d,进水CODCr=1850 mg/l,BOD5=600 mg/l,SS=700 mg/l,采用两相厌氧-间歇式活性污泥法(SBR)为主体的处理工艺,出水达到GB8978-96一级排放标准,工程投资和运行费用低。
关键词:两相厌氧 SBR 啤酒废水
啤酒具有有机物含量高、可生化性好、间歇排放等特点。通过对啤酒生产目前处理状况的研究,并结合国内外相关领域的处理现状和技术发展,针对云南南华某啤酒有限公司的啤酒生产进行工艺选择及设计。
1 工程基本情况简介
本次处理工程是对云南某啤酒有限公司的生产处理工程设计,设计处理能力为1000m3/d。要求出水达到国家《综合排放标准》(GB8978-1996)的一级排放标准,其污染物的含量和控制标准见表1。
表1 进出水水质
Tab1 Wastewater quatity of influent and effluent
|
序 号 |
污 染 物 |
变化范围 |
平均含量 |
排放标准 |
|
1 |
Cr(mg/L) |
960.1~2847.5 |
1850 |
100 |
|
2 |
BOD5(mg/L) |
375.4~980.2 |
600 |
20 |
|
3 |
SS(mg/L) |
149.3~1531.6 |
700 |
70 |
|
4 |
pH |
7.2~11 |
7~9 |
6~9 |
2 工程主体工艺流程确定
在工艺流程确定的过程中,主要考虑以下几条原则:
(1)啤酒废水可生化性好(BOD5/CODCr>0.30),主体工艺采用生化方法。
(2)啤酒废水水质、水量变化大,如何尽量降低工程占地,又不影响后续处理的稳定运行。这要求后续生化处理有较高的耐冲击负荷能力。
(3)该公司啤酒废水属中高浓度有机废水,单级好氧处理工艺难以保证废水达标排放,传统的厌氧反应器处理效率低、占地大,UASB等高效厌氧反应器容易在出现水解酸化阶段酸性积累从而抑制产甲烷段处理效率的问题。
(4)二相厌氧反应器的实质就是将废水在两个不同的反应器中依次完成厌氧降解过程。因为在厌氧生化过程中,水解与酸化过程是同时进行的;产乙酸和产甲烷过程也是同时进行的;但水解与酸化、产乙酸与甲烷这两大过程,却是相互制约的。因为这两大过程所需要的微生物菌种不一样,而不同微生物菌种群本身所要求的生存环境差异很大。同时不同的菌种生存在一起,有的会相互抑制或破坏,这样使的厌氧生化过程的效果不好。如果按照厌氧生化过程,将这些相互制约的过程分开进行,则可以充分发挥各自的作用,使厌氧生化降解更彻底,处理废水的效果更好。基于这一原理,设计了二相厌氧反应器,即进行水解和酸化的酸化反应器和产乙酸和甲烷的产甲烷反应器,并用来处理啤酒生产废水。
(5)好氧工艺如何选择,以达到与两相厌氧结合后最佳的处理效果。SBR工艺技术先进、沉淀效果好、系统稳定、运行灵活、污染物去除效率高等优点,保证了两相厌氧出水在好氧段高效稳定地运行。
(6)该工程要求工艺先进,工程占地少,投资造价及运行成本低,出水达到国家一级排放标准。
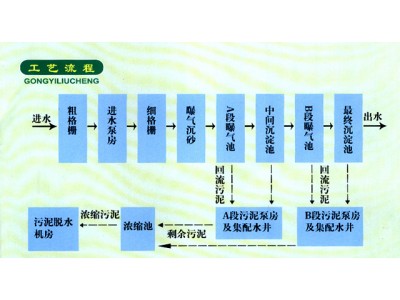
根据上述原则,确定采用图1所示的处理工艺流程。

啤酒生产废水经格栅后进入调节池,调节池内设置污泥斗,定时排放沉淀泥渣。经均质后泵入两相厌氧池,在厌氧微生物的作用下,将废水中的各种复杂有机物分解转化成小分子有机物,甲烷和二氧化碳等物质,剩余污泥进入污泥浓缩池。消化后的废水再进入SBR反应池,废水在池中历经曝气生物降解、沉淀泥水分离后由滗水器将上层清液排出,出水进入贮水池,出水达标排放。调节池沉渣及SBR反应池排出剩余污泥由潜污泵送至污泥浓缩池,经带式压滤机压滤后泥饼外运。
3 主要构筑物简介
(1) 格栅
采用细格栅,设在处理构筑物之前,栅隙为4mm,主要拦截污水带来的瓶盖、塑料制品及车间与室外环境带来的较大漂浮物,保证后续处理设施的正常运行。安装两套格栅,交替进行拦截和人工清渣。
设计尺寸2.8m×0.80m×0.80m,格栅井为钢混结构。
(2) 沉淀调节池
由于啤酒厂各工段排水水质、水量、排水时间及时段差异很大,为了不形成对后续生化处理的水力负荷冲击、污染浓度负荷的冲击和酸碱冲击,应设均质调节池,均匀水质和调节水量。池中设沉渣斗,通过排泥管定期排出池外。
采用钢筋砼平流式沉淀池一座,地下式。设计尺寸10.0m×8.0m×3.0m,水力停留时间6h。底部设污泥斗4个,3天的污泥量约35m3。设污水泵2台,Q=50m3/h,污泥泵2台,一用一备。
(3) 两相厌氧池
采用钢筋砼结构,中温消化。产酸反应器有效容积为:200m3,COD容积负荷率6.4kgCOD/(m3·d),BOD5容积负荷率2.89kgBOD5/(m3·d),设计尺寸为8.0m×5.0m×5.5m;产甲烷反应尺寸为:375m3,COD容积负荷率2.4kgCOD/(m3·d),BOD5容积负荷率3.2kgBOD5/(m3·d),甲烷产率为0.15m3/kgCOD,设计尺寸为15.0m×5.0m×5.5m。
(4) SBR池
设计尺寸9.0m×5.0m×5.5m,2个池子,钢筋混凝土。MLSS浓度为2000mg/L,周期为8h,反应时间4h(进水2.5h后开始曝气),沉淀45min,滗水45min。污泥负荷0.35kgBOD5/(kgVSS·d)。每天产生的湿污泥量约10m3,可定期排放。
设BSL400型连杆式旋摆滗水器两套,滗水能力400m3/h,出水管直径450mm,滗水高度2~5m。YMB-2型膜片式微孔扩散器48个,通气孔距池底0.3m,单个扩散器服务面积2m2,空气量为6~9m2/(h·个)。采用C15-1.5离心鼓风机3台,该型空压机风压49KPa,风量15m3/min。正常条件下,2台工作,1台备用。
SBR运行中其曝气、滗水及排泥等过程均采用计算机自动控制系统完成,因此需要配备相应的电动、气动阀门,以便控制气、水的自动进出及关闭。
(5) 贮水池
滗水器出水进入贮水池,实现连续地达标排放。有效容积87.5m3,尺寸5.0m×5.0m×3.5m。
(6) 浓缩池
采用间歇式重力浓缩池,半地面式。尺寸4.0m×4.0m×4.5m,浓缩时间为18h,固体负荷35kg/(m2·d)。设清水回流泵2台(一用一备),Q=12.5m3/h。
(7) 脱水机房
设置YDP-1000型带式压滤机一台,处理量为3~4m3/h。3天内进入脱水机房的污泥量约50m3。