摘要:选用一体化膜—序批式生物反应器(Submerged Membrane Sequencing Batch Reactor,简称SMSBR)处理焦化废水,考察了能否通过膜分离的强化作用提高生物处理系统对焦化废水的处理效果,使出水COD达到新的排放标准(<100 mg/L),并提高脱氮效率。研究结果表明:在HRT为32.7 h,平均COD容积负荷为0.45kg/(m3·d)的条件下,出水COD可以稳定在100 mg/L以下(平均为86.4 mg/L);要使COD达到新的排放标准,进水COD容积负荷应低于0.67kg/(m3·d)(该负荷下出水COD在100 mg/L上下波动,平均为106.3 mg/L);好氧段存在明显的反硝化现象,使COD的去除得到强化;在保证系统温度、碱度、溶解氧和不受进水COD负荷冲击的情况下,出水NH3-N可低于1 mg/L,但泥龄太长所产生的微生物代谢产物抑制了硝化反应过程中的硝酸盐细菌,使好氧段出水NO2-N/NOx-N平均为91.1%,因此系统获得极其稳定高效的短程硝化作用,有利于进一步脱氮;按“缺氧1—好氧—缺氧2”方式运行时,若“缺氧2”的HRT>8.44 h,可实现81.34%的反硝化率(外加碳源:COD/N为2.1 g/g),平均TN去除率为87.2%,最高达90.2%。
关键词:SMSBR 焦化废水 有机物 脱氮
Characteristics of Submerged SMSBR in Removal of Organic Matters and Nitrogen from Coke Plant Wastewater
tract:A SMSBR was used for treating coke plant wastewater and enhanced effects of membrane separation on the treatment efficiencies were investigated.The purpose of the study was to make effluent COD meet the new discharge standard(<100mg/L),and increase the removal efficiency of nitrogen.The result shows that effluent COD is steadily below 100 mg/L (86.4 mg/L on the average) at the HRT of 32.7 h and the COD volume loading rate of 0.45kg/(m3·d).To reach the new effluent discharge standard,COD volume loading rate should be lower than 0.67kg/(m3·d).In this condition effluent COD fluctuates around 100 mg/L (106.3 mg/L on the average).The COD removal is enhanced by denitrification appearing in the aerobic stage.The effluentNH3-N is lower than 1 mg/L when temperature, alkalinity,and dissolved oxygen in the system are under control and there is no COD shock-load.NO2-N/NO3-N in the effluent from the aerobic stage is 91.1% on the average because nitrifers in nitrification process are inhibited by the metabolic products of microorganisms due to long sludge age. This shows that short-cut nitrification/denitrification is obtained with high efficiency and stability in the system, and is benefit for further removal of nitrogen.SMSBR system operates in anoxic-aerobic-anoxic mode,HRT of the second anoxic stage is longer than 8.44 h and carbon source is added (COD/N=2.1),the average removal efficiency of total nitrogen can reach 87.2% (90.2% as the maximum) and efficiency of denitrification can reach 81.34%。
Keywords:SMSBR;coke plant wastewater;organic matter;nitrogen removal
膜生物反应器(Membrane Bioreactor,简称MBR)是通过膜分离来强化生物处理系统的一种组合工艺,而传统的生物处理工艺则对有毒或难降解的处理存在一定的局限性,因此能否通过膜分离的强化作用提高生物处理系统对这些废水的处理效果是一个值得研究的课题。之所以选用一体化膜—序批式生物反应器(简称SMSBR)来处理焦化废水,是因为:①焦化废水是一种典型的有毒难降解,虽适于用生物处理系统,但传统的A/O或A2/O工艺的处理效果还不理想,出水COD难以达到新的排放标准(<100 mg/L),另外脱氮效率也难以提高,这正适合于考察膜分离的强化作用;②结合焦化废水的特点,选择序批式生物反应器可以一池实现硝化和反硝化的作用,运行简单,易于自动控制;③膜与序批式生物反应器组合形成的SMSBR工艺是运行能耗低的一种膜生物反应器,且膜分离过程不会影响微生物的活性[1、2]。
1 试验概况
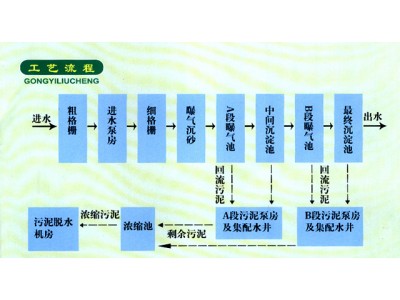
工艺流程如图1所示,试验运行分两个阶段,其概况及运行周期设置分别如表1、2和表3所示。试验第一阶段按照“缺氧—好氧”方式运行,是针对有机物的去除而设计的,考察了两种有机负荷(工况1和工况2)下的运行情况;第二阶段按照“缺氧1—好氧—缺氧2”方式运行,是针对脱氮设计的,并考察了两种HRT(分别为工况3和工况4)下的运行情况。整个试验过程保持SRT为600 d,目的是考察在如此长的泥龄下反应器是否能保持较好的处理效果。在每个周期进行膜排水时都对反应器继续,目的是减缓膜过滤阻力的急剧升高。好氧过程中投加NaHCO3碱液以补充碱度,在“缺氧2”过程中补充碳源(甲醇)以实现反硝化。试验用水取自某焦化厂调节池的出水。试验接种污泥取自宝钢焦化厂A/O处理工艺中好氧回流污泥,初始浓度为3 338 mg/L,并先按SBR工艺(HRT=48 h,运行周期各段设置为:进水搅拌=6 h,反应=16 h,沉淀=1 h,排水=0.5 h,闲置=0.5 h)驯化一个月,然后按照SMSBR工艺的运行方式启动运行。

|
项目 |
第一阶段试验 |
第二阶段试验 | ||
|
工况1 |
工况2 |
工况3 |
工况4 | |
|
运行方式 |
缺氧—好氧 |
缺氧1—好氧—缺氧2 | ||
|
运行天数(d) |
260 |
50 |
30 |
25 |
|
平均容积负荷[kgCOD/(m3·d)] |
0.45 |
0.67 |
0.83 |
0.56 |
|
平均进水COD浓度(mg/L) |
615.5 |
906.3 |
1127.4 |
1056 |
|
HRT(h) |
32.7 |
32.7 |
32.7 |
4545 |
|
SRT(d) |
600 | |||
|
进水(水解酸化、反硝化) |
反应(硝化) |
排水 |
闲置 |
运行周期 |
|
搅拌 |
||||
|
6h |
15h |
2h |
1h |
24 h |
|
进水(水解酸化) |
反应 |
排水 |
运行周期 | |
|
好氧(硝化) |
缺氧(反硝化) | |||
|
搅拌 |
搅拌 |
|||
|
3.5(3)h |
15h |
3.5(4.5)h |
2(1.5)h |
24 h |
| 注括号内的数值为工况4的时间。 | ||||
试验用膜为PVDF中空纤维膜,孔径为0.15 μm,膜面积为0.22m2。为减少膜污染,采用了间歇式排水方式,即抽吸10 min,停5 min。
为使SMSBR工艺的可行性研究具有普遍性,试验过程中未对温度加以控制。
2 试验结果与分析
2.1试验过程中温度和污泥浓度的变化
SMSBR工艺从1999年9月27日运行至2000年9月10日。温度变化及对处理效果的影响见表4。
|
日期范围 |
9月27日—10月30日 |
10月31日—2月1日 |
2月2日—2月25日 |
2月26日—4月24日 |
4月25日—4月28日 |
4月29日—5月14日 |
5月15日—5月22日 |
|
温度(℃) |
>20 |
20~3 |
3~9 |
9~22.2 |
22.2~22.4 |
22.4~23.9 |
23.9~26.1 |
|
COD的去除效果 |
好 |
变差到稳定到进一步变差 |
开始好转 |
稳定 | |||
|
硝化效果 |
好 |
变差至停止 |
启动至稳定 | ||||
冬季运行效果虽差,但对工艺的长期运行来讲是一次考验,通过以下分析证明,系统经此恶劣的过程仍能完全恢复处理效果,充分显示了工艺的适应性。
系统运行中混合液悬浮固体(MLSS)由接种时的3 338 mg/L持续增至6 128 mg/L(第76 d),以后受气温的影响开始下降,于第168 d(3月12日)降至5 036 mg/L的低点,此后又随着气温的回升而增高,最终在容积负荷0.45 kgCOD/(m3·d)下稳定在6 000 mg/L左右。当平均容积负荷增至0.67 kgCOD/(m3·d)时,MLSS也增至6820 mg/L(沉降性开始变差),当平均容积负荷进一步增至0.83 kgCOD/(m3·d)后,MLSS增至7 420 mg/L。当平均容积负荷又降至0.53 kgCOD/(m3·d)后,MLSS又下降至6 000 mg/L左右。混合液挥发性悬浮固体(MLVSS)的变化与MLSS的变化规律相似。由于SRT很长,所以污泥浓度主要与进水负荷有关,VSS/SS所反映的比活性较高,平均为0.832。
2.2系统对有机物的去除效果
试验第一阶段着重考察对COD的去除情况,进、出水COD变化分别如图2所示。
由图2可见,系统于1999年9月27日按工况1启动之后,出水COD浓度迅速降至100 mg/L以下并趋于稳定(平均87.4 mg/L)。10月30日—11月7日由于反应温度突降(20℃以下),系统受到冲击,出水COD逐渐升高,此后又开始回落,并于11月12日(反应温度为18.5 ℃)至1月14日(反应温度为10 ℃)间,COD值再次趋于稳定(平均128.3 mg/L)。当反应温度进一步降至10 ℃以下时(最低3 ℃),出水COD也进一步变差(最高424.3 mg/L)。从2000年2月25日起,随着反应温度的升高,出水COD开始下降,并于4月24日—5月14日达到相对稳定(平均135 mg/L)。从5月15日起,由于硝化反应明显好转,NO2-N浓度开始迅速升高,而扣除NO2-N的出水COD值也开始突降,并于5月22日—6月12日降至100 mg/L以下(平均86.5 mg/L)。
出水COD的这一显著下降是由于好氧段具有相当程度的反硝化作用,使碳源得到进一步利用,出水COD下降。6月12日后由于提高了进水COD容积负荷(即工况2),出水COD出现一定的波动,平均为106.3 mg/L。其中有四个点的出水COD值异常的高,而与这四个点相对应的出水NO3-N也异常的高,说明好氧段反硝化出现异常。工况2的运行结果表明,SMSBR要达到出水COD低于100 mg/L的排放标准,其容积负荷应控制在0.67kgCOD/(m3·d)以下。
缺氧段对COD的平均去除率为26.1%,同时缺氧段也发挥水解酸化作用,提高了B/C比值。
试验还比较了膜出水COD和上清液(混合液经滤纸过滤所得滤液)COD之间的变化关系,以考察膜分离是否导致生物反应器内有机物大量积累。在研究的前期报道中[3]曾揭示了膜对废水中的有机物有一定的截留作用,但这些有机物可以在后续反应中被进一步降解而未发生积累。经过长期的运行发现,上清液COD受污泥特性变化(如污泥的分散生长)的影响很大,而膜出水COD变化相对平稳(除了冬季),当污泥特性较为稳定时,二者的差值可以描述生物反应器内有机物的积累情况。图3所示为上清液COD和膜出水COD之差的变化过程。
从图3可以看出,区域1(运行初期)二者的差值呈微弱的上升,但其值较小,平均值为33.54mg/L;区域2由于污泥分散生长(主要来自温度下降的影响),二者的差值呈上升趋势;区域3由于温度回升,污泥特性较好,二者的差值又趋于稳定,平均值为78.88 mg/L;区域4由于负荷的增加,再次使污泥分散生长,二者的差值急剧上升。由此看出,经过长期的运行,生物反应器内的有机物有一定的积累(表现为上清液COD的升高),这些物质很大程度上来自微生物的代谢产物(由于泥龄过长)和污泥分散生长所产生的游离细菌(通过镜检
发现),而非废水中的难降解有机物。换言之,假设膜所截留有机物是来自废水中的难降解有机物(不能被进一步降解),则上清液COD应该是持续不断的增长,而不会出现区域3那样回落并稳定的现象。同时可以看出,正是膜分离作用保证了出水COD的稳定性。