摘要:介绍了塑胶电镀废水的分流处理工艺,经过近2年多的实际运行表明,该工艺可稳定运行达到国家综合污水排放标准》(GB8978-1996)之一级标准。
关键词:塑胶电镀废水 分流治理 酸化--氧化反应 迷宫沉降池
1 引言
随着人类生活水平的提高及工业的高速发展,塑胶材料得到广泛的应用。在某些使用条件下,有时需在塑胶件表面镀覆一层金属物质(如铜、镍、铬等金属),以增强塑胶件的耐磨性、导电性或美观性等。鉴于塑胶材料不导电的特性,其主要以化学镀为主。
如以深圳某塑胶电镀厂为例:该厂专业从事塑胶制品的电镀。其生产工艺如下:塑胶件→除油→水洗→酸洗→水洗→粗化→沉钯→水洗→镀焦铜→水洗→化学镀镍→水洗→化学镀铜→水洗→电镀酸铜、酸镍→水洗→镀铬→成品。
2 废水水量及水质
废水设计处理量为60m3/h,其中含铬废水(主要为粗化及镀铬环节产生的废水)25 m3/h,含络合物废水(主要为镀焦铜、化学镀铜、化学镀镍废水等含络合物的废水)10 m3/h,综合废水(即酸洗、除油及电镀类废水)25 m3/h。具体水质如表1所示:
|
废水种类 |
污染物名称 |
污染物浓度 |
|
含铬废水 |
Cr6+ |
80~100mg/l |
|
PH |
2~3 | |
|
Cr |
50~80mg/l | |
|
含络合物废水 |
Cu2+ |
40~60mg/l |
|
Ni2+ |
30~50mg/l | |
|
PO42-、P2O72- |
10~20mg/l | |
|
Cr |
100~200mg/l | |
|
PH |
6~9 | |
|
综合废水 |
Cu2+ |
40~60mg/l |
|
Ni2+ |
30~50mg/l | |
|
PO42- |
10~20mg/l | |
|
PH |
3~5 | |
|
Cr |
80~120mg/l | |
|
SS |
100~180mg/l |
3 排放水质要求
废水经处理后达到需达到《国家综合污水排放标准》(GB8978-1996)之一级标准。即Cr6+≤0.5mg/l,Cu2+≤0.5mg/l,Ni2+≤1.0mg/l,PO42-(以P计)≤1.0mg/l,Cr≤100mg/l,SS≤70mg/l
4 处理工艺及方法的选择
该类废水具有成份复杂,污染大,难处理等特点,比较成熟的处理方法为分流处理、化学沉淀法。
该类废水中较难处理的为含络合物的废水,其废水中含有EDTA-Na、柠檬酸盐(Na3C6H5O7)、乳酸等能与Cu2+、Ni2+络合的强络合剂,此类废水一般采用以下几种方法进行处理:①投加重金属捕集剂进行破络的方法,该法最常用的捕集剂为Na2S。经小试得出,在此类废水中,Na2S对铜的沉淀效果是比较理想的(Cu2+〈0.3mg/l〉,但因NiS的溶度积较大,故对络合镍的沉淀则无多大作用(其出水中Ni2+达到5mg/l,严重超标),而采用投加如ISX等类型的捕集剂虽效果可以,但费用高昂,且运输、保存均不方便。故此法在本工程中不作考虑。②铁屑内电解法,此法由于铁屑内电解塔内的铁屑易结块,影响设备正常运行,故此法在本工程中不作考虑。③离子交换法,由于水量较大,污染物浓度较高,故此法在本工程中不作考虑。④酸化破络的方法,一般调PH在2左右,使Cu2+游离出来。⑤氧化法破坏络合物的方法,采用投加强氧化剂破坏EDTA等络合剂的方法。经多次试验,决定采用酸化—氧化法进行综合处理:即先调酸至PH=3左右、投加漂白粉溶液进行氧化、破坏有机络合剂,同时将化学镀镍过程中排出的还原剂次磷酸酸盐氧化成正磷酸盐,并且在酸性条件下,焦磷酸铜等络合物极易被破坏,破络后的废水再进行中和、混凝沉淀的方法进行处理,中和时,加入废水中的漂白粉溶液中的Ca2+可与磷酸盐生成磷酸钙、羟基磷酸钙沉淀,从而达到去除磷酸盐的目的。
注:在酸性溶性中:HOCl+H++2e→Cl-+H2O,E=1.49V;在碱性溶性中: OCl-+H2O+2e→Cl-+2OH-,E=0.9V;在中性溶液中,E=1.2V,经多次试验发现,其络合废水中的Cu2+ 、Ni2+浓度随氧化反应的时间及酸度成正比,反应时的PH值越低,反应时间越长,则处理效果愈好。如表2所示.
|
序号 |
反应PH值 |
反应时间(H) |
中和沉淀后Cu2+浓度 |
中和沉淀后Ni2+浓度 |
|
1 |
3 |
1.5 |
0.52mg/l |
0.85mg/l |
|
2 |
4 |
1.5 |
1.21mg/l |
1.37mg/l |
|
3 |
4 |
2.5 |
0.63mg/l |
0.98mg/l |
由于破络后的废水还含有少量的络合剂,且为避免其与综合废水中的还原性物质反应重新生成络合物,故将络合废水的沉降池单独设置1个。
综合废水为普通的中和、混凝沉淀法。
含铬废水为普通的还原法,由于Cr3+的最佳沉淀PH值为7~8,而Cu2+、Ni2+的最佳沉淀PH值为10.5左右,两者存在冲突,故还原后的铬水单独加碱中和,并进行固液分离。
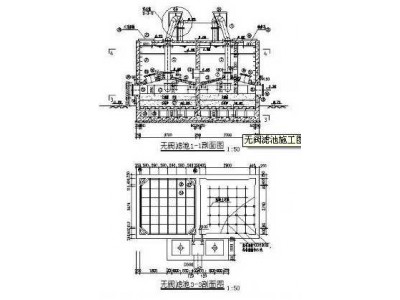
鉴于废水处理站面积较小,故固液分离设备采用了迷宫沉降池。迷宫沉降池具有表面负荷高,占地面积小,固液分离效果佳等优点。
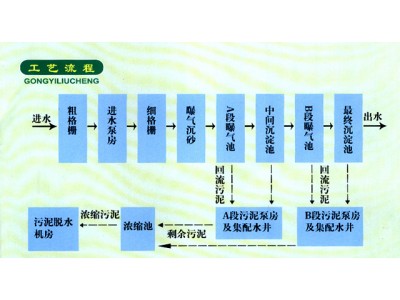
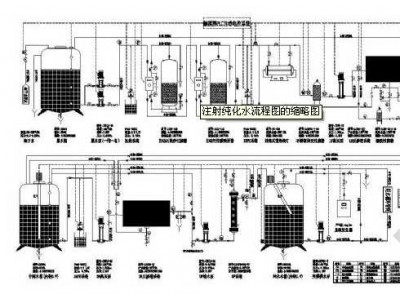
设计的工艺流程图见附图:

5 工艺说明
含铬废水,络合废水,综合废水分别进入各自的调节池均质。
含铬废水泵入还原中和池,先投加H2SO4及 Na2SO3进行还原(实际运行中,H2SO4极少加),还原后的废水再投加片碱溶液进行中和(PH=7~8),并投加有机高分子絮凝剂进行絮凝。
络合废水泵入破络反应池,先投加稀硫酸溶液调PH在3左右,再投加漂白粉溶液进行氧化,此过程的时间约1.5H,须长于普通的氧化反应。破络后的废水再投加片碱溶液调PH至10.5左右,同时投加有机高分子絮凝剂进行絮凝。
综合废水泵入中和反应池,先投加FeSO4,可起置换、还原及混凝作用,再投加片碱及石灰溶液调PH至10.5左右,同时投加有机高分子絮凝剂进行絮凝。
以上三种废水进入各自的迷宫沉降池进行固液分离后,出水自流至中间池,再泵至砂滤罐过滤,过滤后的出水自流至PH回调池进行PH调整,出水自流至清水池后达标排放
三个迷宫沉降池的污泥均排至污泥池,再泵至压力污泥罐,通过压缩空气的压力将污泥压至板框压滤机脱水,脱水后的干泥交专业公司回收,滤液回流至调节池。
以上反应系统均采用搅拌机搅拌。
6 设计参数
a)综合废水调节池:12500×3250×2500mm,T=4h
含铬废水调节池:12500×3250×2500mm,T=4h
络合废水调节池:12500×1500×2500mm,T=4h
b)还原中和池:5000×2500×1800mm,T=1h
破络反应池:5000×2000×1800mm,T=1.5h
中和反应池:5000×2000×1800mm,T=0.5h
c)中间池:7000×1000×2000mm
d)污泥池:12000×2000×2500mm
e)PH回调池:3500×2000×2000mm,T=10min
f)清水池1个:35000×2000×2000mm
g)砂滤罐2座 :∮1600×3000mm,滤速V=15m/h,反冲强度q=13L/m2.s
h)电控房及化验室:7000×6000×3000mm
i)迷宫沉降池3座 :6000×1800×3960mm,2座,表面负荷:q=3m3/m2.h
4300×1100×3300mm,1座,表面负荷:q=3m3/m2.h
j)板框压滤机3座(厂方原有) :BMY40/630-u
7 运行处理效果
该工程于2001年8月建成并开始调试,并于同年11月份通过验收,经有关部门监测,结果见表3:
|
项目 |
PH |
Cu2+ mg/l |
Ni2+ mg/l |
Cr6+ mg/l |
PO42- mg/l |
mg/l |
SS mg/l |
|
处理前 |
4.5 |
48.53 |
29.35 |
61.01 |
13.42 |
146 |
110 |
|
处理后 |
7.2 |
0.32 |
0.36 |
0.25 |
0.76 |
82 |
25 |
|
处理前 |
2.8 |
60.02 |
37.40 |
59.62 |
19.47 |
138 |
107 |
|
处理后 |
6.3 |
0.46 |
0.48 |
0.11 |
1.05 |
59 |
23 |
|
处理前 |
3.9 |
46.72 |
47.85 |
54.65 |
15.03 |
126 |
108 |
|
处理后 |
7.5 |
0.28 |
0.53 |
0.13 |
0.75 |
56 |
18 |
8 主要技术经济指标
该工程设计处理量为60m3/h,占地面积约420m2, 工程总投资约80万元。日常运行费用约2.0~2.5元/ m3废水(不计设备折旧费)。