一、概述
烟气湿法脱硫工艺设备已获得广泛应用。烟气经过吸收塔/洗涤器中的碱性溶液/浆吸收其中的SO2后达标排放。无论吸收液/浆是石灰石-石膏,还是镁、钠、氨等碱性溶液,由于循环利用致使其碱性不断下降。为保证吸收效果须不断补加碱液或原浆以保持吸收液具有适宜的pH值。这是湿法脱硫工艺所需要的最基本的自动控制系统。有条件的企业,还应在此基础上增设烟气流量和SO2浓度变化时的应对措施,因为在这种情况下仅仅保持吸收液pH值是不够的,必须根据发生变化的参数及时调节吸收液流量,确保供应适当的碱量才能将SO2浓度降低到排放标准以下。
二、控制方案
烟气湿法脱硫工艺过程最基本的自动控制系统是维持吸收液/浆的最适pH值。在烟气流量、烟气成分等工艺条件基本稳定的情况下,可保持SO2排放浓度达标。然而,这一控制系统在工程实现时并非易事。原因之一是工艺流程决定了系统的纯滞后或传递滞后非常明显,相当于控制系统的‘盲区’,是造成控制过程产生较大动态误差的主要因素;原因之二是pH反应特性的严重非线性,其静态特性曲线呈“∫”形状,中和点(pH7)附近的窄小区间斜率很大,以至于较小的控制作用(加酸或加碱)就会引起pH值的大幅度变化;同等的控制量在特性曲线的其他区间,却只能获得很小的pH值变化量。二者的综合影响往往导致传统控制系统的动态品质急剧恶化。很多pH控制系统或因设计方案不合理、或因缺乏现场调试经验而告失败;有的虽则勉强投入运行,但终究逃脱不了‘开始自动,后来手动、最后不动’的局面。
该集成的pH控制系统,是在中国仪器仪表学会和北京自动化学会专家指导下设计、缜合的,务求设计方案实用、易于操作人员掌握。
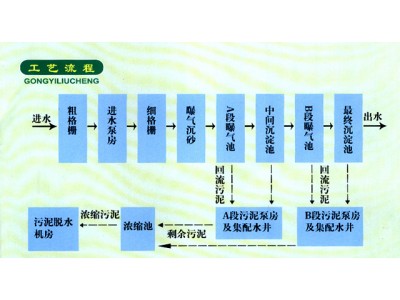
控制流程示意图如下: